New Coating Materials Further Advance Anti-Foul Performance
Recent advances in material research have led to durable, low-surface energy, thin-film coatings that further improve release performance of stainless steel, titanium and copper alloy exchanger tubes.
Refinery manufacturers frequently specify these new low-surface energy coatings for application to exchangers in which alloy tube-material has been specified to solve cooling water pitting and deposit corrosion.
At many facilities, however, Tube-ID fouling and scaling still remain a plague, even in exchangers in which the tube material has been “alloyed-up.”
Tubes Protected. Heat Transferred.
When compared to newly fabricated stainless steel tubes, tubes coated with these durable, low-surface energy, thin-film coatings showed reduced surface tension- to less than 25 dynes/cm2; and a three-times reduction over uncoated tubes.
Along with reduced surface-tension, the coated tubes have marginally reduced surface roughness. This combination creates a high contact-angle of a greater than 90-degrees interface of fluids at the tube surface, inhibiting a “wet-out” of the fluids at the tube surface. This smoother surface results in hydrophobic and/or oleophobic performance attributes.
Real World Results
For the last several years, crude manufacturers have been applying Curran’s durable, low-surface energy, thin-film coatings to alloy tube bundles with very positive results.
- Midwest Refinery – Coating a titanium U-tube bundle, and a cooling water bundle eliminated the need for annual hydro-lance tube-ID cleaning. The thermal-duty shell side was maintained, contributing to a reduction in shell-side backpressure.
- Texas Gulf Coast Refinery – When atmospheric O/H, stainless steel cooling water exchangers were operated in parallel, the coated exchanger (MMBtu/hr) showed approximately a nine-percent improved flow over the uncoated exchanger. Four months after cleaning the uncoated exchanger, the coated tube bundle still delivered nearly a 50-percent increase in cooling water flow.
Curran’s applications of these durable, low-surface energy, thin-film coatings to alloy tubes are less than 50-microns total thickness. This coating thinness creates a negligible impact on exchanger’s designed performance.
A Wide Selection of Durable, Low-Surface Energy, Thin-Film Coatings
Curran’s advanced coatings include Sol-Gel materials, preceramic polymers and epoxy-silicone formulations. These coatings are suitable for all exchanger materials installed in most refinery cooling water services.
To Learn More
Please visit Foul Release Exchanger Coatings or call Curran International 281.339.9993.
Restoration of Fixed Assets – Curran Coating Saves a Bundle!
For a generation, protecting cooling water exchanger tube bundles from corrosion has been a significant benefit of Curran tube-ID coatings!
These two recent projects demonstrate the value of Curran tube-ID coating in protecting heat exchangers.
Louisiana Refinery – Using River Water as Cooling Water
After more than 14-years of service, this Gulf Coast refinery planned replacement of a 304 stainless steel exchanger in a unit in which the cooling water is river water. After the exchanger was originally fabricated, tube-IDs and tubesheets were coated. Fourteen years later, when the exchanger was pulled for replacement, it passed a hydro test; and, prior reliability inspections had shown no signs of tube-degradation.
Defect-Free After 14 Years
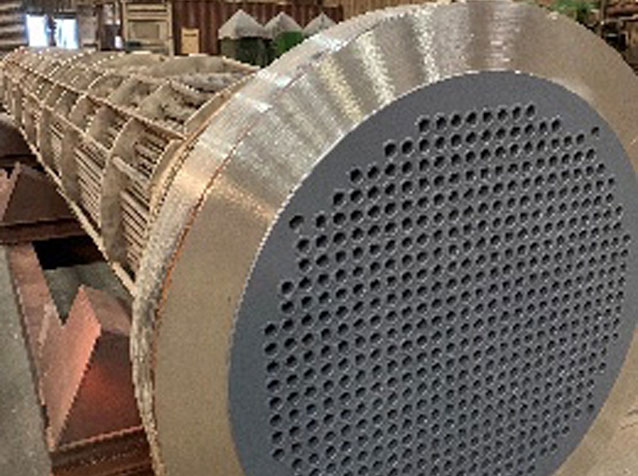
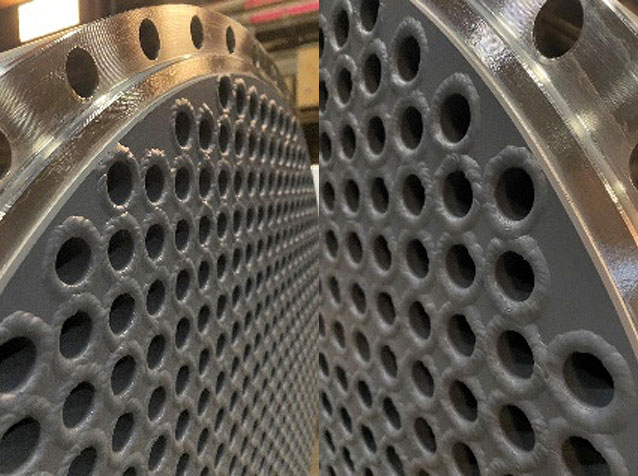
The refinery’s equipment engineer, then, developed a scope of restoration work that included Curran cleaning and removing the downtube coating; as well as, ECT and IRIS NDE inspection, and recoating. The NDE inspection showed no defects. Images below show the exchanger as delivered, and the tube-IDs after grit-blast cleaning, and the application of a new Curran Coating.



A Solid Value-Add for Over 30 Years
In the late 1990s, as water treatment practices were changing and carbon steel was a significantly lower-cost material for fabrication, Curran exchanger tube-ID coatings began to grow as a value-add for in-kind replacement of carbon steel exchangers. Several Gulf Coast refineries made Curran tube-ID coating a value-add for in-kind replacement tube bundles.
One of Curran’s long-term clients has begun to perform NDE testing of coated tube bundles installed since 2005. Several of these coated exchangers have cycled through Curran’s shop for coating removal ahead of IRIS NDE.
Texas Refinery – Observations of Curran-Coated Exchanger
A couple of exchangers installed for operations as new fabrication back in 2011 were sent to the Curran shop for cleaning for IRIS NDE. These were identical floating head type exchangers and, when the exchangers were newly fabricated, the Texas Gulf Coast refinery decided to coat only one of the two exchangers. Both operated on the same cooling water circuit, until pulled for cleaning in 2020.
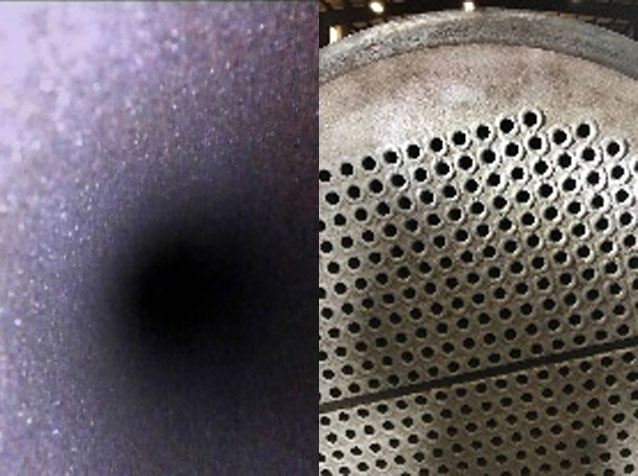
The exchangers were Curran cleaned, the tube-ID coating removed from the one exchanger prior to IRIS NDE. Images of the tubes after cleaning are shown below. The ID of the tube pictured in Figure 1 was coated. The ID of the tube pictured in Figure 2 was not coated.
As one can see, the tube in Figure 2 shows generalized surface corrosion down the tube-ID. Tubesheet images showed the same conditions. NDE results were not made available for these exchangers, but these images are telling.

Curran tube-ID Coating – A Well Established History!
Epoxy and baked phenolic coatings have a well-established history of mitigating corrosion and fouling in refinery and petrochemical manufacturing. These durable, thin-film coatings provide superior adhesion, homogenous finish, and an inert barrier to cooling water ionic exchange.
Curran Coatings are tested to 365F immersion.
Cooling water-scaling and corrosion have long plagued crude and petrochemical manufacturing. For carbon steel, Curran downtube applications are applied “pinhole free” at 8-12 mils downtube.
When coating less reactive alloys such as stainless steel, copper-nickel and titanium, the Curran application is less than four-mils total. Where these protective alloys offer improved resistance to corrosion, the Curran value-added thin film coating optimizes “release” performance, inhibiting fouling.
In 1991, Curran International began coating full-length tubes as part of an Electric Power Research Institute evaluation project. The goal was to salvage steam condenser tubes suffering early pitting and tube failure. The results of the in-situ application provided proof of concept for Curran’s coating technology. Since that time Curran has tested and developed high functionality epoxy coatings for 365F immersion service, and suitable most any cooling water system.
Learn More
To learn more about Curran International and its effective, proven Heat Exchanger Coatings call Curran International 281.339.9993.
The Many Benefits of Curran Dry-Grit Tube-ID Cleaning
Scours Tube-IDs “NDE Clean” and Eliminates Catwalk Clean-Up
Curran International’s dry-grit blast tube-ID cleaning is a preferred practice for air cooler (Fin Fan) TA and maintenance inspections because it renders tubes clean for high-integrity for NDE, while collecting the spent grit and debris.
Curran’s fully-contained tube-end-to-tube-end blast system eliminates the need for cumbersome containment installations on narrow catwalks. And, the need for clean-up.
Play It Safe
Air-cooled exchangers provide cooling and condensing of hydrocarbon products using ambient air, forced or induced over finned tubes. For reliable and safe operation, the integrity of air cooler tubes must be assessed regularly, thus ensuring the tube condition is within safe operating parameters.
Failure risks the release of hydrocarbons or process streams into the atmosphere, making plant operations unsafe for personnel and causing significant unit-upset.
Very Effective Scouring
Curran’s dry-grit blast method scours tube-IDs to “near white metal” clean for all forms of NDE inspection.
Here’s how it works. Proprietary nozzles are fitted to tube-ID and “bridging” the headers at both ends. Dry grit is propelled down tube in high-volume and at high-velocity. This creates a turbulent flow that scours away deposits and scale.
As you know, air-cooled/ fin fan exchangers are located at the upper levels of most refinery manufacturing trains. Erecting decks for stiff-lancing rigs and temporary containments to capture hydro-blast waste is an added expense. This rigging also adds time to the work cycle, and clean-up is required.
When Curran’s clients find 20K HP hydro-lancing is ineffective at cleaning tubes, mobilizing to a UHP 40K hydro-lancing rig means hiring specialized equipment and operators. All that creates even greater cost and further increases exchanger downtime. Exchanger downtime and cleaning “re-work” is a nasty hidden cost of tube cleaning.
Visible Results in Mere Minutes
Curran technicians can perform work from the catwalk in front of the headers; cleaning is self-contained, and results are visible in mere minutes.
The Curran air cooler tube cleaning method does not require tube lancing. Additionally, the spent grit is contained through the “exiting header” and collected in a containment bin situated at grade below the fin fan.
Curran’s unique process means NDE cleanliness standards, based on a borescope visual inspection, are achieved in shortest cleaning time.
Significant Benefits of Grit Blast Tube Cleaning:
- Dry grit blasting is predictable, eliminating most rework and remobilization of NDE resources.
- Cleaner tubes yield higher integrity NDE, and restore more exchanger thermal performance.
- Curran’s method eliminates catwalk containment wraps, and clean-up.
Proven Results
Nearly 20 years ago, Curran originated this field service and has safely performed millions of manhours of work at refineries across the globe.
Learn More
To learn more about Curran’s unique, self-contained, tube cleaning system call Curran International 281.339.9993.
Catch Curran
Now, you can meet members of the Curran Team, and learn more about how Curran reduces failures, extends equipment life, and improves thermal transfer- worldwide!
API 2022 Inspection and Mechanical Integrity Summit
Henry B. Gonzalez Convention Center, San Antonio, TX, August 9 – 11, 2022

AMPP 2023 Annual Conference + Expo
Colorado Convention Center, Denver, CO, March 19 -23, 2023

SEO Services by Essential Information Technologies
Copyright © Curran International All rights reserved.